Without a limited slip differential (diff) cars, trucks and off-road vehicles cannot turn without their inner driving wheels spinning or the outside ones dragging and skidding over the road or ground. Automotive differentials allow the outer drive wheels to rotate faster than the inner drive wheels during a turn. This is necessary since when cornering, the inner wheels travel a shorter distance than the outer wheels.
Conventional differentials direct power to the wheel with the least resistance by nature of their design. The disadvantage of this is that one driving wheel can spin wildly while the opposite wheel receives insufficient power to move the vehicle. With a conventional diff, the right front wheel of the Jeep in the photo will turn uncontrollably whilst the left front wheel will not have adequate power to move the vehicle. To overcome this problem many vehicles are fitted with limited-slip differentials (LSDs). 
To understand the operation of LSDs one needs to know how a conventional differential works. A diff has one input and two output shafts (the axles that connect to the driving wheels) as shown in Figure 1. The input shaft is coupled to the pinion gear, which in turn drives the big ring (crown) gear. A ‘cage’ that carries two smaller pinion gears is fixed to the ring gear. These pinion gears in turn mesh with two side gears that are connected to the end of each axle shaft. The pinions and side gears in the cage allow the driving wheels to rotate at different speeds when cornering as illustrated in the video link https://www.youtube.com/watch?v=S9NKB0VoR2I.
A limited slip differential can be described as a locking mechanism that allows one wheel to slip or spin while some torque is still delivered to the other wheel. The clutch-type LSD is the most common version of the limited slip differential. This type of LSD has all the same components as a conventional diff plus a spring pack and a set of clutches as shown in Figure 2.
The spring pack pushes the side gears against the clutches, which are attached to the cage. The side gears spin with the cage when both wheels are moving at the same speed, and the clutches are not really needed. The only time the clutches step in is when something happens to make one wheel rotate faster than the other, as in a turn. The clutches fight this behavior, wanting both wheels to rotate at the same speed. If one wheel wants to spin faster than the other, it must first overpower the clutch. The stiffness of the springs and the friction of the clutch determine how much torque it takes to overpower it.
Getting back to the situation where one drive wheel is off the ground and the other one has good traction, the limited slip differential will direct enough power to the wheel with traction to move the vehicle even though the one wheel is in the air. The torque supplied to the wheel on the ground is equal to the amount of torque it takes to overpower the clutches. The result is that you can move forward, although not at full power. The same principle will apply when one wheel loses traction because of mud, sand, ice, water, etc.
The most critical area in a differential in terms of lubrication, hypoid diffs, in particular, is the contact area between the crown and pinion (see OilChat #14 for more details). API GL-5 extreme pressure (EP) lubricants are typically recommended to lubricate the crown and pinion effectively. Such ‘slippery’ gear lubricants may, however, cause chatter in LSDs. This happens when the clutches repeatedly alternate between slipping and sticking (stick-slip), instead of slipping smoothly. Chatter not only generates annoying noise and vibration, it also causes premature wear. To overcome chatter, gear oils for LSDs are formulated with special friction modifiers to ensure smooth operation of the spring-loaded clutch packs.
Blue Chip Lubricants and Q8Oils have a complete range of limited slip gear oils to prevent chatter in LSDs. If you have any questions concerning limited slip gear oils, our experts are at your disposal and ready to provide you with advice and guidance. Simply mail us at info@bcl.co.za.
Final words of advice: If stuck in mud or sand with a rear wheel drive vehicle without a diff lock or LSD, pulling up the handbrake moderately and applying power to the rear wheels may well get you out of trouble. By doing this you basically even out the traction/slip on the back diff and it acts as a diff lock to some extent.
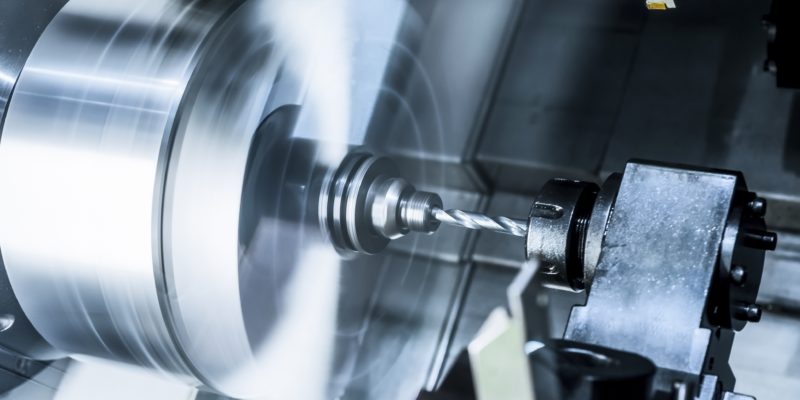

 general cutting operations (e.g. lathes) the workpiece rotates whilst the cutting tool is stationary. Metal may also be removed by means of linear instead of rotational movement. In these operations, the workpiece and cutting tool move in a straight line relative to each other. The photo on the right shows such a machining operation. The cutting head (in the red rectangle) is attached to the light grey frame and can move up, down or to the left and right on slideways. The brown workpiece is fixed to a traverse table that moves backward and forward, also on slideways. The operator (with green pants) is visible on the left side of the photo. These metalworking machines can vary in size from modest basic units that produce small metal components to massive monsters designed to machine very large workpieces such as marine engines and mining machinery.
general cutting operations (e.g. lathes) the workpiece rotates whilst the cutting tool is stationary. Metal may also be removed by means of linear instead of rotational movement. In these operations, the workpiece and cutting tool move in a straight line relative to each other. The photo on the right shows such a machining operation. The cutting head (in the red rectangle) is attached to the light grey frame and can move up, down or to the left and right on slideways. The brown workpiece is fixed to a traverse table that moves backward and forward, also on slideways. The operator (with green pants) is visible on the left side of the photo. These metalworking machines can vary in size from modest basic units that produce small metal components to massive monsters designed to machine very large workpieces such as marine engines and mining machinery.






")
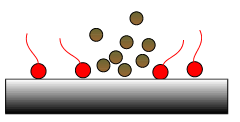
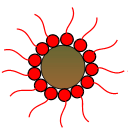 Fig 2: Dispersants hold deposits in suspension.
Fig 2: Dispersants hold deposits in suspension.





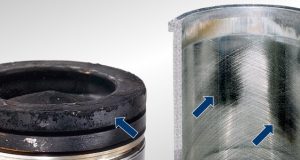
 Bore polishing is brought about by a build-up of carbon deposits in the piston top ring land area, i.e. the part of the piston above the top ring (Photo 3). Poor combustion of diesel fuel leads to these hard carbon deposits, which are highly abrasive and scrape away the honing grooves on the cylinder bores. Bore polishing leads to increased oil consumption (blue exhaust smoke) and loss of combustion pressure. This is because the oil film trapped in the honing grooves that maintains the piston ring seal and combustion pressure, is no longer there. Unburned fuel and combustion gases then leak past the piston rings and contaminate the lubricating oil.
Bore polishing is brought about by a build-up of carbon deposits in the piston top ring land area, i.e. the part of the piston above the top ring (Photo 3). Poor combustion of diesel fuel leads to these hard carbon deposits, which are highly abrasive and scrape away the honing grooves on the cylinder bores. Bore polishing leads to increased oil consumption (blue exhaust smoke) and loss of combustion pressure. This is because the oil film trapped in the honing grooves that maintains the piston ring seal and combustion pressure, is no longer there. Unburned fuel and combustion gases then leak past the piston rings and contaminate the lubricating oil.