Viscosity is probably the single most important property of oil in terms of lubrication but what is viscosity really?
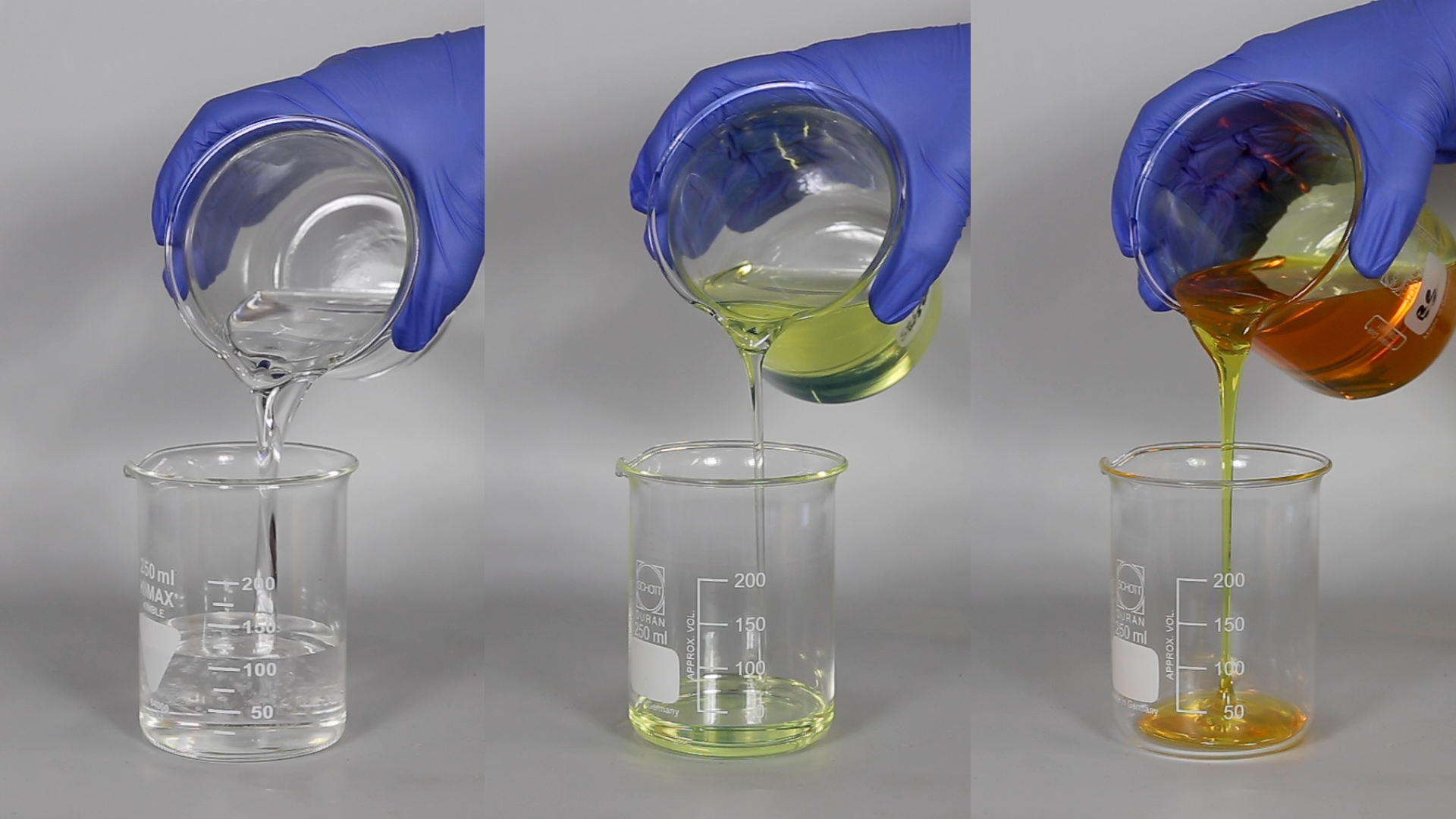
Informally viscosity is the “thickness” of a liquid. For example, if you pour water into a container with a hole at the bottom, the container drains quickly.
However, if you fill the same container with honey, you will find the container drains very slowly. That is because the viscosity of honey is high compared to that of water. We can therefore say that viscosity is an indication of a fluid’s resistance to flow.
More formally, viscosity is a measure of the internal friction of a moving fluid. Most liquids are both cohesive and adhesive. Cohesiveness is the intermolecular attraction by which the molecules of the fluid are held together and result in internal friction. A fluid with low viscosity flows easily because its chemical structure results in very little friction when the oil molecules are in motion.
Imagine you have two horizontal plates or metal surfaces with oil in-between. The oil will cling to the two surfaces because it is adhesive. If the top plate moves horizontally relative to the stationary bottom plate the speed of oil molecules in between will vary from zero at the bottom to the same speed as the top plate. As the oil layers slip over each other they create friction as a result of the cohesiveness of the oil molecules.
The most commonly used unit for measuring viscosity is the Centistoke (cSt). Viscosity is frequently measured using a device called a capillary viscometer – a U-shaped, graduated glass tube with a capillary of known diameter in the one arm. This method measures the time taken for a defined quantity of fluid to flow through the capillary.
When two fluids of equal volume are placed in the same viscometer and allowed to flow under the influence of gravity, a viscous fluid takes longer than a less viscous fluid to flow through the capillary and a higher viscosity is recorded.
Since this method uses gravity as the driving force; the result is kinematic viscosity. The metric unit of kinematic viscosity is mm2/s (2cSt = mm2/s). One disadvantage of the capillary viscometer is that the capillary is too small for highly viscous liquids.
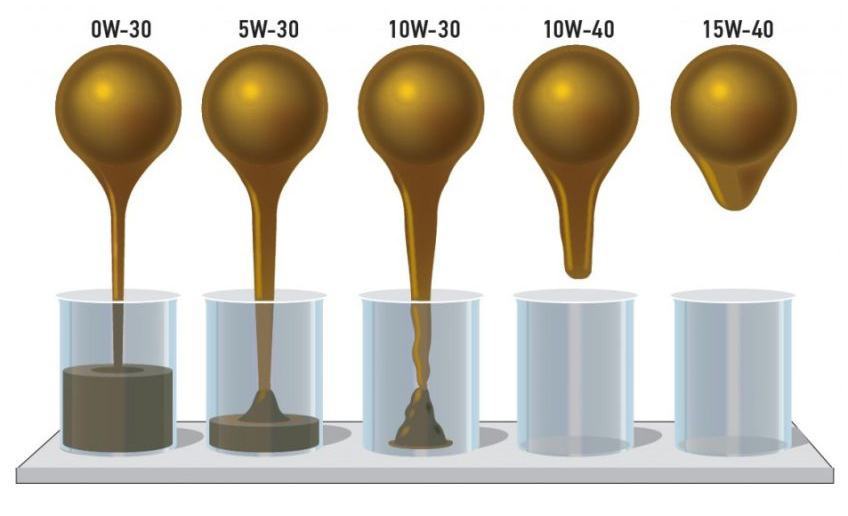
From everyday experience, it is common knowledge that viscosity varies with temperature. Honey flows more readily when heated. Likewise, oils thicken noticeably on cold days with a resultant increase in viscosity. Since viscosity is so dependent on temperature, it should NEVER be quoted without reference to the temperature at which it was measured. Kinematic viscosity is generally measured at 40°C and 100°C.
The low-temperature characteristics of certain lubricants are important to their proper operation. Measurement of the sub-zero viscosity of automatic transmission fluids. Engine oils, etc. is often used to specify their suitability for service.
To measure the viscosity of oils at low temperature, dynamic (or absolute) viscosity is often employed using a Brookfield viscometer. Brookfield viscometers rotate a spindle (at a defined speed) in the viscous cold oil and measure the torque required to rotate the spindle in the oil and report viscosity values using the centipoise (cP) or milliPascal-second (mPa-s), as the unit of viscosity (1 cP – 1 mPa-s).
Another key property of lubricating oil is Viscosity Index (VI). It is an arbitrary measuring scale (without units) that indicates the change in oil viscosity with change in temperature. For example, honey is thick at room temperature but when you heat it to say 60°C, it flows readily because the viscosity is reduced significantly and thus has a low VI.
However, there is hardly any visible change in the viscosity of water from room temperature to 60°C and we can therefore say water has a high VI compared to honey. Failure to use on oil with the proper VI when temperature extremes are expected may result in poor lubrication and equipment failure.
And finally, oil viscosity selection. When choosing an oil for a specific application the first consideration should always be an oil with a viscosity that is sufficient to keep the metal surfaces apart. Unfortunately, viscosity cannot be considered in isolation. Selection of the correct viscosity will depend on the temperature, load and speed encountered in a specific application.
Temperature:
For machines operating under constant load, constant speed and constant ambient temperature such as an industrial gearbox in a factory, the ideal viscosity very often results in the lowest stabilized oil temperature. Oils of lower or higher viscosities (than the optimum viscosity) will typically increase the oil’s stabilized temperature due to either drag/churning losses (too much viscosity) or mechanical friction (too little viscosity).
If conditions are not constant (variable loads, changing speeds, extreme temperatures, etc.), then there is a need for not only the optimum viscosity but also a high viscosity index to stabilize the optimum viscosity. The wider the temperature range, the greater the need for higher VI oils.
Load:
Operating conditions determine the load on machinery. The load on an engine in a vehicle under acceleration or going uphill is higher than that of a vehicle cruising down the highway. Load refers to the pressure on the moving surfaces.
Effective lubrication means being able to separate the load carrying surfaces and, if the load changes, then the optimum viscosity of the oil required to separate the surfaces can change. If the load is too high, the oil film may be squeezed too thin to protect the metal surfaces from making contact. This will result in solid friction, meaning an increase in heat, wear and ultimately machine failure.
Speed:
The faster a machine operates the stronger the oil film will become as more oil is dragged into the area between the metal surfaces. Therefore, for high speed applications, a low viscosity oil is required. Conversely, for low speed applications, a high viscosity oil needed to maintain a solid oil film and separate moving surfaces.
In summary, oil viscosity must be sufficient to keep metal surfaces apart yet it must not be so viscous that it will increase drag and waste energy.
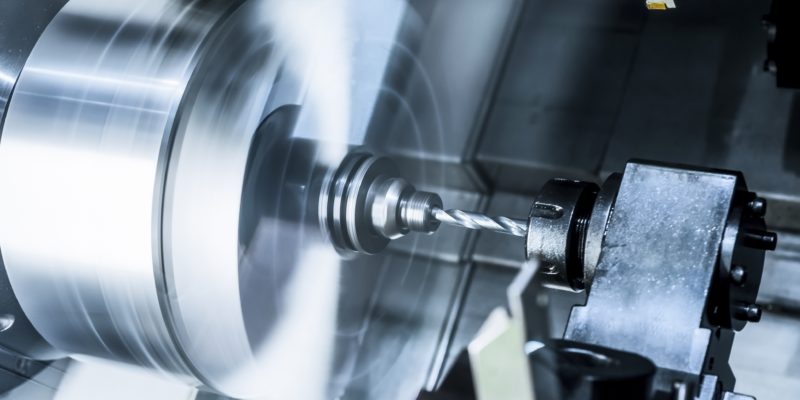
 general cutting operations (e.g. lathes) the workpiece rotates whilst the cutting tool is stationary. Metal may also be removed by means of linear instead of rotational movement. In these operations, the workpiece and cutting tool move in a straight line relative to each other. The photo on the right shows such a machining operation. The cutting head (in the red rectangle) is attached to the light grey frame and can move up, down or to the left and right on slideways. The brown workpiece is fixed to a traverse table that moves backward and forward, also on slideways. The operator (with green pants) is visible on the left side of the photo. These metalworking machines can vary in size from modest basic units that produce small metal components to massive monsters designed to machine very large workpieces such as marine engines and mining machinery.
general cutting operations (e.g. lathes) the workpiece rotates whilst the cutting tool is stationary. Metal may also be removed by means of linear instead of rotational movement. In these operations, the workpiece and cutting tool move in a straight line relative to each other. The photo on the right shows such a machining operation. The cutting head (in the red rectangle) is attached to the light grey frame and can move up, down or to the left and right on slideways. The brown workpiece is fixed to a traverse table that moves backward and forward, also on slideways. The operator (with green pants) is visible on the left side of the photo. These metalworking machines can vary in size from modest basic units that produce small metal components to massive monsters designed to machine very large workpieces such as marine engines and mining machinery.